
注塑工艺参数对玻纤增强PBT/微球发泡材料力学性能影响
快思瑞科技研发团队实验成果《注塑工艺对玻纤增强PBT/微球发泡材料力学性能的影响》近日刊登于塑料行业核心期刊《工程塑料应用》(2020年2月刊), 文章展示了快思瑞微球注塑发泡推动玻纤增强PBT轻量化的成果,也体现了公司产品在工程塑料领域应用的无限可能。
PBT 工程塑料具有耐热性、高强度、 高绝缘性、低吸水性和低摩擦等优点,被广泛应用于 电子电器、汽车工业、办公机械等领域。 而通过微发泡材料技术,降低注塑件密度实现轻量化, 减少注塑周期和材料使用量降低生产成本, 成为了主流的趋势。 但无论是超临界液体发泡 还是化学发泡都无法在 不严重影响力学性能、低成本的情况下实现这个目标。
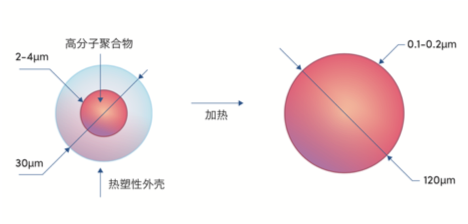
快思瑞科技采用自主专利研发的可膨胀微球作为新型发泡剂,利用其壳体在受热情况下软化,内部发泡剂进行发泡,形成稳定大小的泡孔,尽可能降低力学性能的下降幅度,并增加其隔热效果等。 快思瑞团队采用玻纤增强PBT与可膨胀微球进行注塑发泡,深入研究了料筒温度、注塑压力、保压时间、注塑背压、螺杆转速等工艺参数对注塑件密度、拉伸性能、弯曲性能、拉伸比强度、弯曲比强度等力学性能的影响。
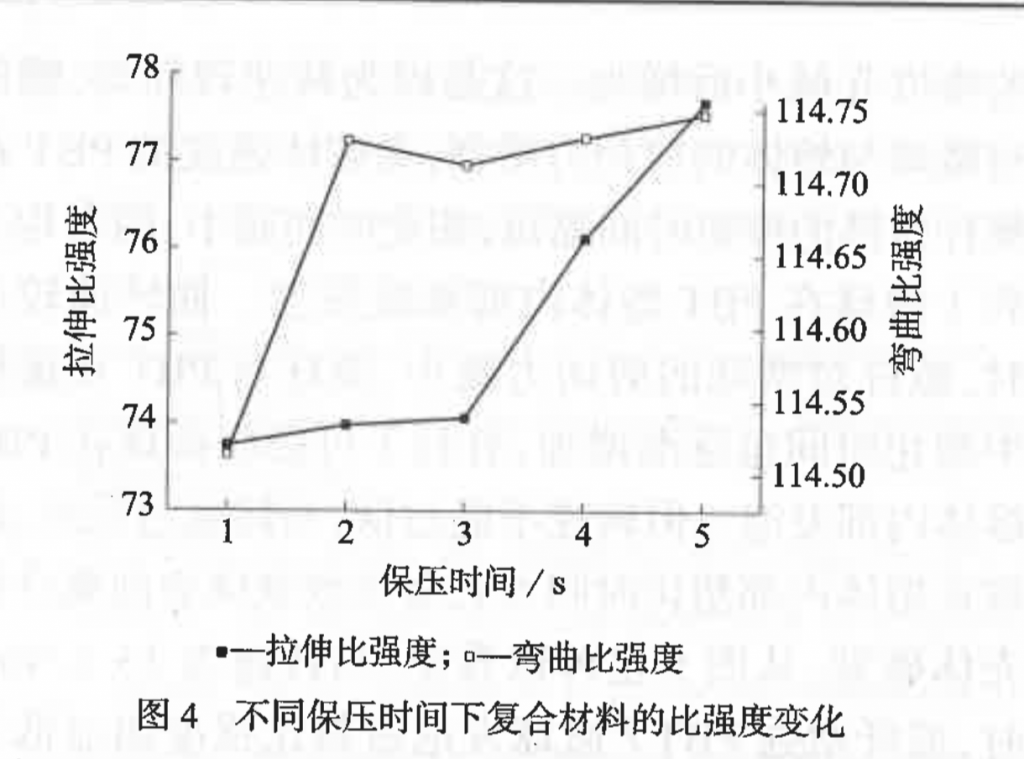
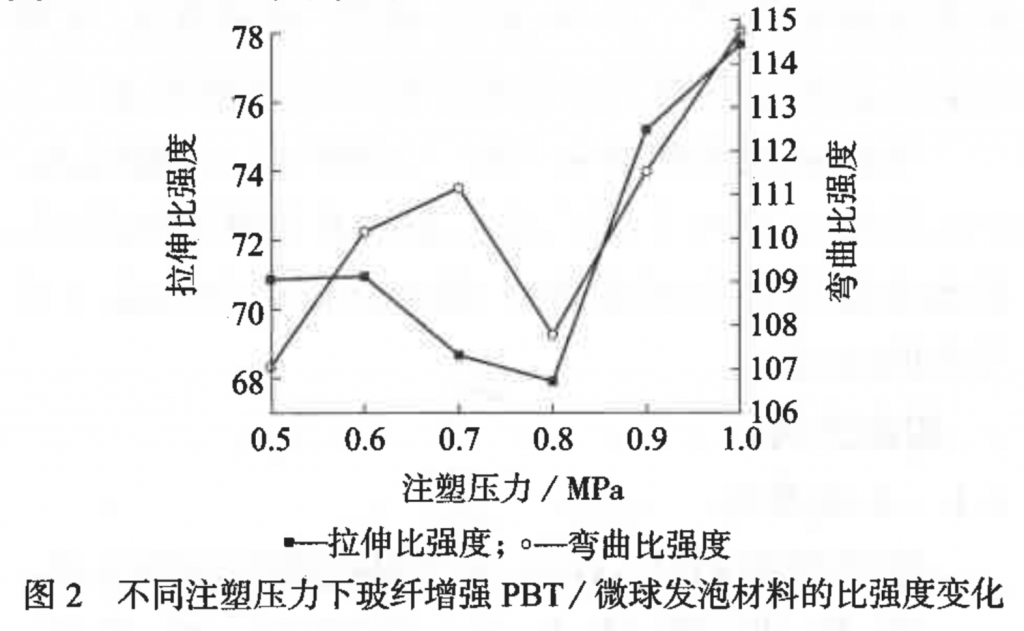
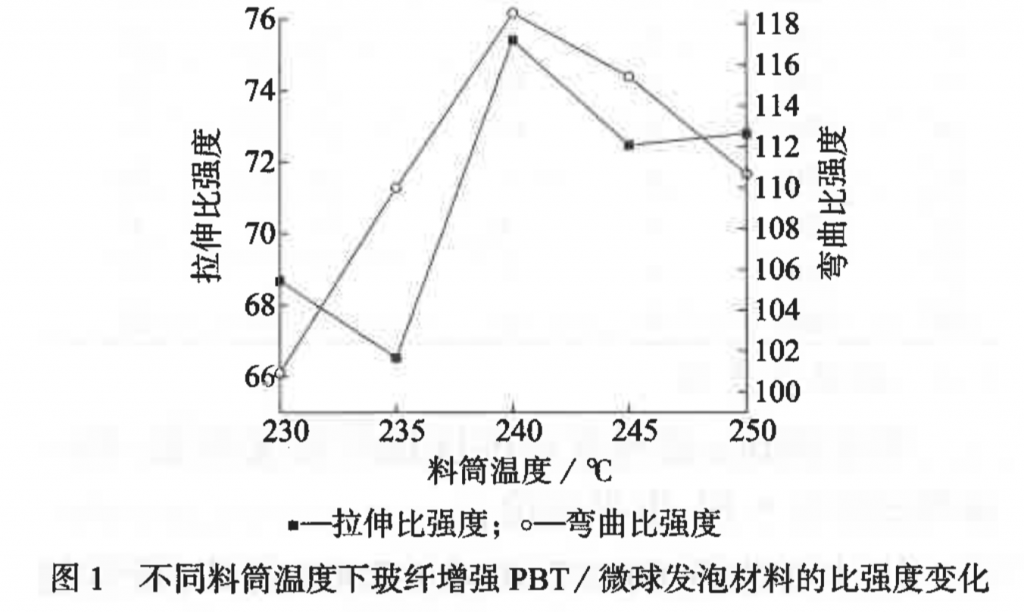
料筒温度、注塑压力与保压时间的提高有利于微球发泡从而降低玻纤增强PBT/微球发泡材料的密度,但料筒温度升高会使拉伸比强度值与弯曲比强度值呈先升高再下降的趋势;注塑压力增加会使拉伸比强度值先下降再上升,弯曲比强度值波动上升; 保压时间增加会使拉伸比强度值与弯曲比强度值均呈上升趋势。
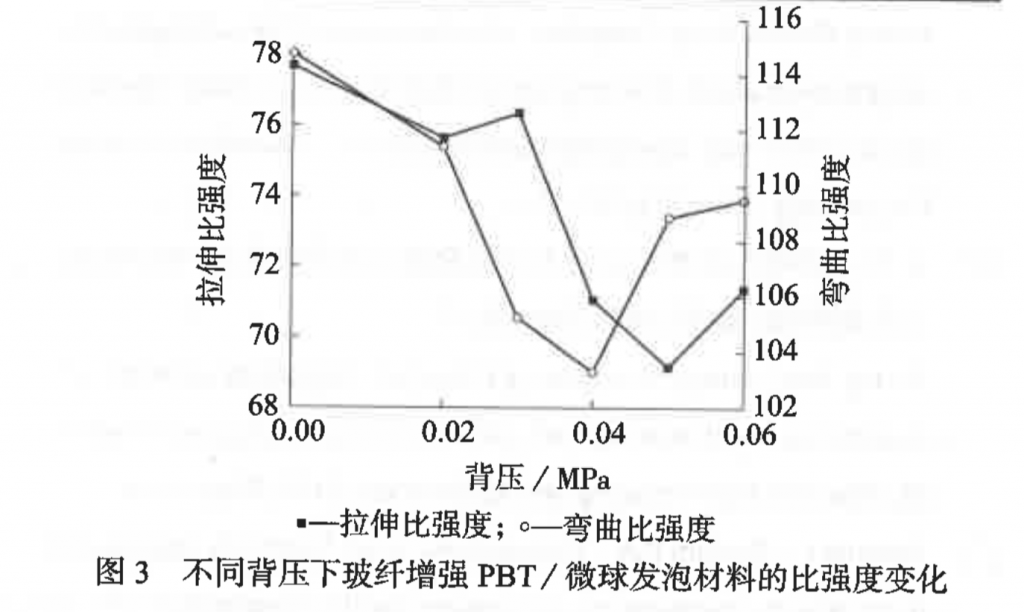
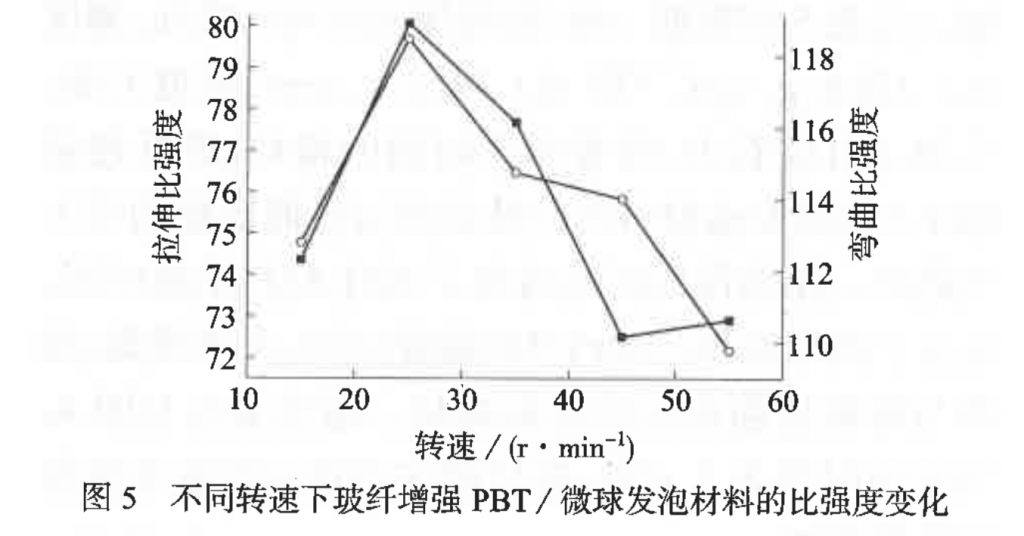
增加背压会使玻纤增强PBT/微球发泡材料密度上升, 拉伸比强度值在背压为0时最大,呈波动下降趋势,弯曲比强度值则先下降再上升。 螺杆转速增加会导致玻纤增强PBT/微球发泡材料的密度先减小后增大,比强度值先增大后减小。

通过试验分析,玻纤增强PBT/微球发泡材料成型最佳工艺参数为
– 料筒温度240℃
– 注塑压力1.0 MPa
– 背压 0 MPa
– 保压时间5 s
– 螺杆转速25 r/min
上述条件下,发泡材料的密度为1.3472 g/cm3,减重10.78%,拉伸比强度提高6.14%,弯曲比强度增加9.74%。

“注塑工艺对玻纤增强PBT/微球发泡材料力学性能的影响”
作者:快思瑞科技(上海)有限公司,高亮,章超,朱纳鑫,张恒頔